Concrete Batching Plant Guide: HZS Models & Configurations
From HZS25 to HZS240: Choosing the right plant configuration to maximize project ROI and operational efficiency.
Selecting a concrete batching plant is not merely about picking a capacity number; it is about matching equipment architecture to your project’s specific lifecycle, site constraints, and output requirements. Whether you are bidding on a high-speed rail project in Southeast Asia or setting up a commercial ready-mix business in Riyadh, the configuration dictates your long-term profitability.
The HZS Series: Capacity and Model Breakdown
In the international market, concrete plants are primarily categorized by their theoretical hourly output (m³/h). Xingye Machinery’s HZS series utilizes JS-series twin-shaft forced mixers to ensure high homogeneity across all grades of concrete.
| Model | Theoretical Capacity | Mixer Type | Ideal Application |
|---|---|---|---|
| HZS25 / HZS35 | 25-35 m³/h | JS500 / JS750 | Small bridges, rural roads, precast yards |
| HZS50 / HZS60 | 50-60 m³/h | JS1000 | Medium-scale infrastructure, urban construction |
| HZS90 / HZS120 | 90-120 m³/h | JS1500 / JS2000 | Large highways, commercial ready-mix centers |
| HZS180 / HZS240 | 180-240 m³/h | JS3000 / JS4000 | Mega-dams, airports, high-volume commercial supply |
1. Mobility: Stationary vs. Mobile Configurations
The choice between stationary and mobile plants often comes down to logistics vs. longevity.
Stationary Concrete Plants
These are the workhorses of the industry. Designed for long-term installation (5+ years), they feature a modular design that facilitates easy shipping while maintaining a heavy-duty footprint. They offer superior stability and are easier to enclose for environmental/dust compliance in urban areas.
Mobile Concrete Plants
For projects like remote pipelines or highway sections where the site moves every few months, mobile plants are essential. These units are built on a towable chassis, integrating the batching system, weighing scales, and mixer into a single unit. Key Benefit: Drastically reduced foundation costs and rapid commissioning (often within 48-72 hours).

2. Application: Commercial vs. Engineering Plants
How you intend to use the concrete dictates the control system and weighing precision required.
- Commercial Ready-Mix Plants: Focus on versatility and billing accuracy. These require sophisticated software to manage dozens of different mix designs and high-frequency truck dispatching. Environmental protection (dust collection and noise reduction) is usually a priority.
- Engineering (Project-Specific) Plants: Focus on durability and specific performance. Often located on-site, these plants are optimized for a single type of concrete (e.g., RCC for dams or high-slump concrete for bridge pilings).
3. Machine Configuration: Single vs. Dual Mixer Systems
For high-stakes projects where downtime is not an option, many contractors move from a single HZS120 to a 2HZS120 (Dual-Mixer) setup.
The Redundancy Advantage: A dual-mixer plant utilizes two independent mixing hosts fed by a shared or synchronized batching system. If one mixer requires maintenance or a wear-part replacement, the second line continues production at 50% capacity, ensuring the pour is never interrupted—a critical factor for structural integrity in large-scale foundations.

Technical Foundation: The Core Components
Regardless of the model, every Xingye plant is built on four technical pillars:
- Precision Weighing: Independent sensors for cement, water, and additives to meet international ±1% accuracy standards.
- Mixing Efficiency: JS-series twin-shaft mixers with high-chromium alloy liners for 10,000+ batch service life.
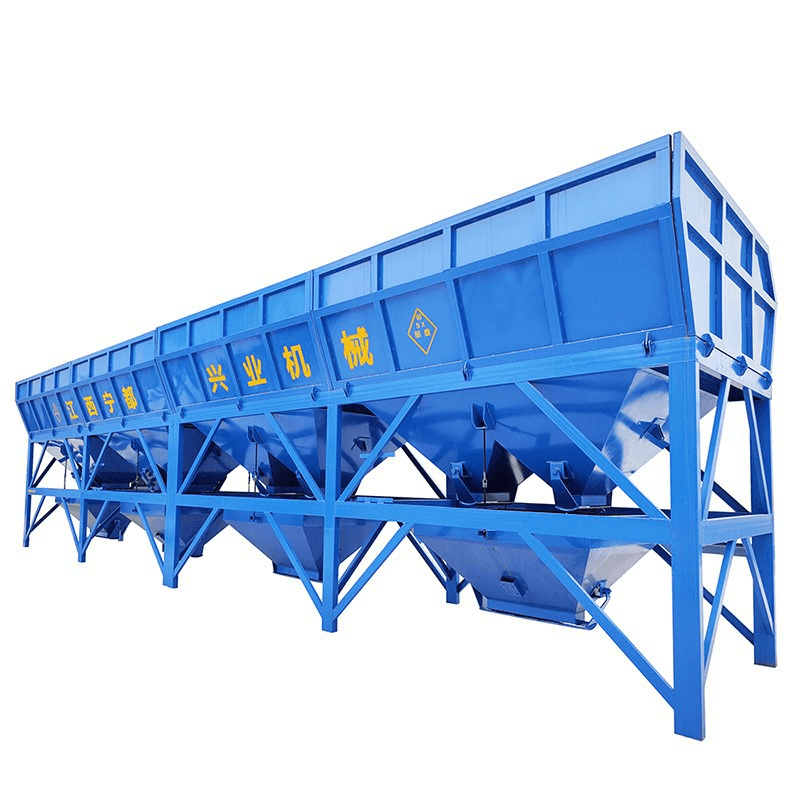
- Robust Storage: Bolted cement silos (50t to 500t) designed for easy sea-freight containerization.
- Intelligent Control: Fully automated PLC systems with multi-language support (English, Russian, Spanish, Arabic).
Unsure which HZS model fits your site's footprint? Contact our engineering team for a custom CAD layout and a detailed ROI analysis based on your local material costs and project duration.
Related Posts :